
When a manufacturer who made sensor circuits for the oil and gas industry changed to a lead-free process to comply with RoHS standards, the manufacturing team found it was having adhesion problems that were resulting in board failures when applied to harsh environments. The company eventually realized that the flaws were due to a wetting problem which resulted in a poor conformal coating process. Plasma treatment before the conformal coating procedure turned out to be the efficient solution for the adhesion issues.
Alex Berlin, Carla Loeffler, and Dave Selestak, Nordson MARCH, Concord, CA, USA
RoHS (now version 2) is the EU’s directive on reduction of hazardous substances and has become a global standard, and its requirements had driven printed circuit board assembly (PCBA) materials to ever higher temperature capabilities. The high glass transition temperature (Tg) of the materials was designed to withstand the higher reflow temperatures of the lead-free solder process, but on the other hand, these materials reduced the adhesion of conformal coatings to them. The sensor manufacturer noticed therefore unacceptable defects in its PCBA process. As a result, the company quickly looked for a sufficient solution.
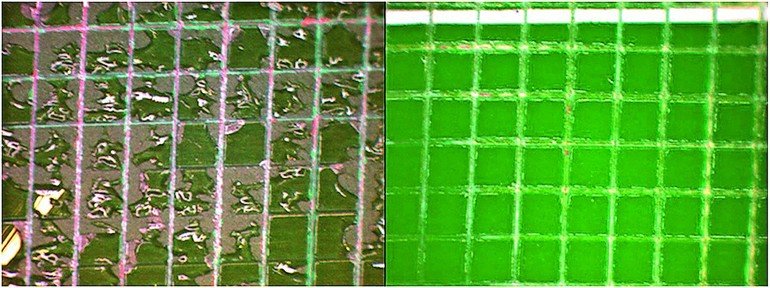
The pull-test shows the results of adhesion testing using the ASTM method D3350 or ISO 2409 Scotch tape test. To perform the test, the coating is deposited on the board surface, then scored in a cross hatch pattern. Scotch tape is applied and then peeled off. The number of squares removed is then simply after that compared to an adhesion chart. The more squares removed, the less the adhesion, while the fewer squares removed, the better the adhesion. Conformal coating was a necessary part of the assembly procedure because the assembled boards were going to be used in a ruggedized environment. However, the conformal coating was not adhering to the boards and the coating that did adhere was not sufficiently uniform. The manufacturer realized that the failures were due to a wetting problem which resulted in a poor conformal coating process. Dewetting, or lack of adhesion, is a function of putting a liquid coating on the surface of a printed circuit board (PCB), package, or device, and before it dries or cures, the liquid moves away from an area of contamination. In the circuit board manufacturing operation, first, solder is applied to the pads of the printed circuit board. After that, components are placed into the solder deposit with their terminations or pins, and eventually the populated PCB goes through a reflow or wave soldering oven where it is exposed to heat so the solder can melt, fusing the component to the pads on the PCBA substrate.
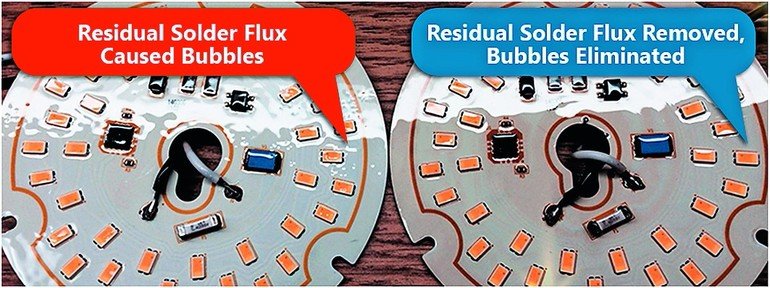
In high-temperature metal joining procedures, flux is added to prevent oxidation of the base and filler materials, as well as to provide good wetting conditions. Contamination can be caused by residual flux, mold release compound, epoxy bleed-out, or even fingerprints from handling and dust particles. In theory, no-clean flux gets consumed by the wave soldering process, but it doesn’t really remove all the contaminants.
As long as the dewetting problem existed, the sensor manufacturer’s PCBA line had to be shut down because the failure rate was too high. Research was conducted and it was concluded that plasma treatment prior to conformal coating might help. Upon visiting a neighboring board assembly company, it was noticed that Nordson MARCH plasma treatment systems were being used, and subsequently the application team of the company was contacted.
Testing the defective boards
In order to diagnose the problem and better identify the reason for the defective boards, the company team performed a standard contact angle test using a contact angle measuring goniometer to measure the surface tension of the board, see the respective image. The better the surface tension, the better the wetting. To perform the test, a controlled droplet of water is placed on the end of the needle and lowered until the droplet comes in contact with the surface of the board. The needle is retracted and the board is examined to see if the drop stays. If it beads up, that indicates a high contact angle. If there is good surface tension, and therefore wetting, the droplet will lay flat on the surface of the board.
The degree of the contact angle shows the amount of contamination on a board. The higher the angle, the greater the contamination. The failed PCBA that the company team tested for the manufacturer had a huge contact angle of almost 90 degrees. An ideal contact angle is below 20 degrees. Therefore, it’s no wonder the conformal coating wouldn’t adhere to the surface.
Plasma treatment with results
The application of plasma renders an excellent outcome for improving adhesion by increasing the surface energy of materials, and is also very useful for cleaning contaminants that can adversely affect the adhesion of conformal coatings. Plasma treatment is suitable for a wide variety of cleaning requirements, surface activation procedures, as well as adhesion improvement applications in semiconductor manufacturing, microelectronic packaging and assembly, and is also used by manufacturers of medical and life science devices.
The plasma treatment system causes interaction with the PCBA surface in two distinct ways, physically and chemically. The physical interaction is via ion bombardment of the surface at a nano level. Energetic ions impact the surface, dislodging the contaminant material. This is typically performed using an inert gas like argon. Chemical interaction with the surface takes advantage of active species created within the plasma, such as oxygen radicals, that are very reactive with organic material contaminants. Both mechanisms are often present during a plasma treatment and the dominant mechanism can be controlled via process parameters such as pressure, power, location, as well as chemistry.
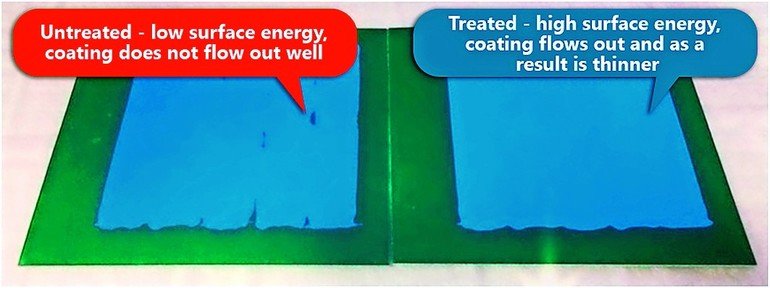
A plasma treated surface normally will result in a high-energy surface state due to surface activation during the cleaning process. High energy surface states are preferred for enhanced bonding, whether it is adhesive bonding, wire bonding, or, as in the current case with the sensor circuit manufacturer’s PCBAs, lamination or conformal coating bonding. Untreated (low surface energy) surfaces typically demonstrate hydrophobic characteristics, while plasma treated surfaces typically are hydrophilic.
In conducting the tests at the company, an AP-1000 batch processing plasma system was used to treat the PCB assemblies prior to conformal coating. This system was selected because once the tests were completed, the same set of parameters could be easily scalable to any one of several size AP-Series systems based on capacity requirements, as well as an automated in-line, high-speed plasma treatment system should production requirements warrant a continuous line-flow approach.
Boards from two different product lines were treated with plasma using a batch process, and then each one was verified by repeating the goniometer test for contact angles. Even after just a short treatment, improvement was noticeable. To really see the effectiveness of using a plasma treatment system, it was important to run the boards in a normal PCB assembly procedure on the shop floor. The support team visited the company several times. Having the company application engineers help establish the ideal parameters was important to the process. The original tests were done in the company facility at sea level, but the sensor company’s production is located over 1500 m above sea level. To verify the settings, additional runs using the AP-1500 plasma treatment system featuring a larger capacity and handling high volumes, were performed at the manufacturer’s production facilities in conjunction with the company’s application team to see the effects that elevation had on the process. They found that indeed the difference in altitude, e.g. the lower partial oxygen pressure, really did have an impact. The flexibility of the plasma system’s control features enabled recalibration to achieve the best results at the higher altitude. Once the PCB assemblies that had received plasma treatment were returned to the assembly line for conformal coating, the reduction in defect rate was significant in all cases. The company was able to resolve the coating-related failures and get the assembly line up-and-running.
Share:








{kind=link}