

In the inspection of electronic assemblies, especially for components with hidden solder joints, such as BGAs (ball grid array) or QFNs (quad-flat no-leads package), automatic optical inspection (AOI) is insufficient. Random samples with manual x-ray (MXI) arise as one option, but this is not always the optimum solution. Where product safety plays an especially crucial role, particularly in the automotive area, a fast, thorough inspection of solder joints is needed. This calls for a fully automatic in-line x-ray inspection (AXI), which also satisfies the speed constraints. On such a system, throughput is heavily determined by the inspected assembly handling, since a fully protected housing with mechanical gates is necessary.
Fast, precise change
One ingenious solution can reduce the time to change the in- and out feed of the assemblies to under four seconds. This results from a hardware concept that works with several printed circuit boards that can be in the system simultaneously and are moved in overlapping time slices. Because of the shortened paths, the corresponding switching of assemblies from one position to the next is extremely quick and precise. This reduction in handling time reduces the idle time necessary as overhead just to change assemblies. The actual productive time is the pure analysis time, in which the images are captured and evaluated. Thus, if the handling is reduced, e.g. from the previously typical 10 to 12 seconds, down to 4 seconds, with a pure analysis time of an additional ten seconds, total throughput time is 14 instead of 20 seconds – a major gain of 30%. Even with just this aspect in mind, a comparison of the available systems is definitely worthwhile. Optimizing the analysis time can bring additional significant throughput gains. During program creation, the time-consuming 3D inspection can be restricted to those components for which it is truly necessary. Everywhere else, faster orthogonal and angled processes are employed.
First-class 3D AXI hardware
Optimized solutions for fast image acquisition also have a positive effect on the analysis time. High-value linear motors, which ensure that flat panel detectors on a cross table (xy-table) can be moved quickly to the different positions, sharply cut image acquisition times for variably angled radiation penetration, especially when acquiring several views for 3D reconstruction. With the right settings, electronic assemblies can also be optimally represented in the 3D image from predefined perspectives. Experience points out, e.g., that for structures generally arranged on a grid, such as BGA balls, irregularly arranged acquisition positions are recommended. Because of the resulting suppression of periodic structures, artifacts can be largely eliminated, significantly improving the 3D results of the planar computed tomography (PCT).
During the development and revision of an AXI system, particularly in this context, it has proven expedient to lay out the overall 3D inspection area with ample space, to give the ultimate user complete flexibility in selecting the acquisition angle. In addition to larger penetration angles and different perspectives, leading to better 3D results, larger printed circuit boards can be inspected. For high throughput, the use of a flat panel detector with as large a field of view as possible is important.
Many useful options
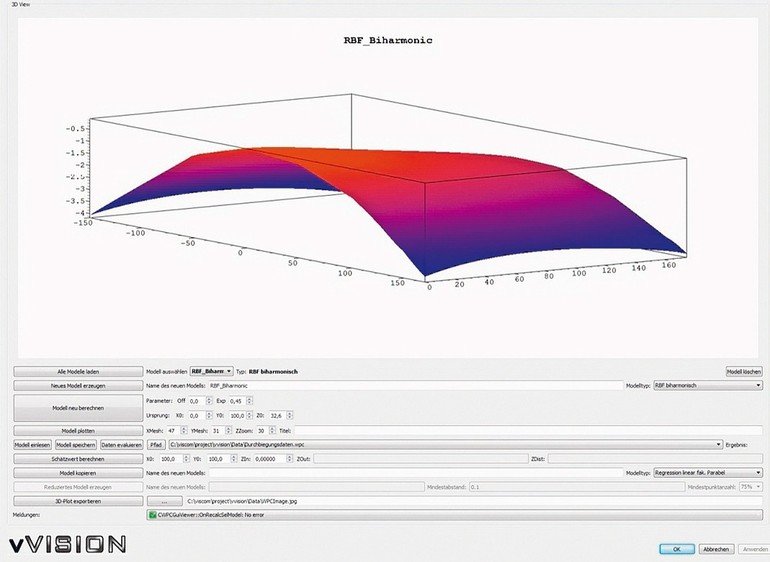
The 3D reconstruction processes are central in determining the quality of the 3D reproduction of the acquired scene. Besides simple and fast methods, such as the addition process, the Viscom AXIs implement the FDK process (Feldkamp, Davis, Kress). Dirk Nülle, Managing AXI Product Developer, is responsible for the new X7056-II 3D AXI system: „This special process of filtered rear projection delivers better slice image reconstructions, especially for BGAs. However, it does take somewhat more computation time.“ Not only is it equipped with a user-friendly display and has a basic image improvement, there are also appropriate aids such as contrast filters or the possibility of grayscale value adaptation (gamma correction). All results are flawless, even for sagging printed circuit boards, it is also possible to add a height correction to the automatic inspection run. This is accomplished by a tool that correspondingly adapts the individual inspection positions. The calculated sag model of the electronic assembly is then applied for each inspection method.
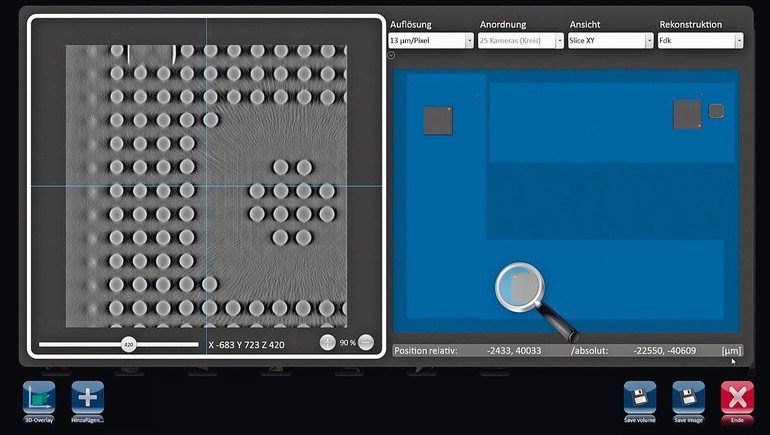
The inspection system software should be as easy to operate as possible. For instance, a user can specify 3D AXI acquisition positions, has various resolution stages to choose from, and decides on a number of viewing positions appropriate to the application and desired inspection depth. Later, depending on the task, a selection between these predefined 3D cameras can be made. Again depending on the task, either inspection quality or cycle time is the priority. „In our experience, at least nine views are necessary to realize 3D. Yet sometimes, it turns out more acquisitions are needed, depending on shadowing and on which components are in opposite positions on a printed circuit board assembled on both sides,“ states Dirk Nülle.
Conclusive results
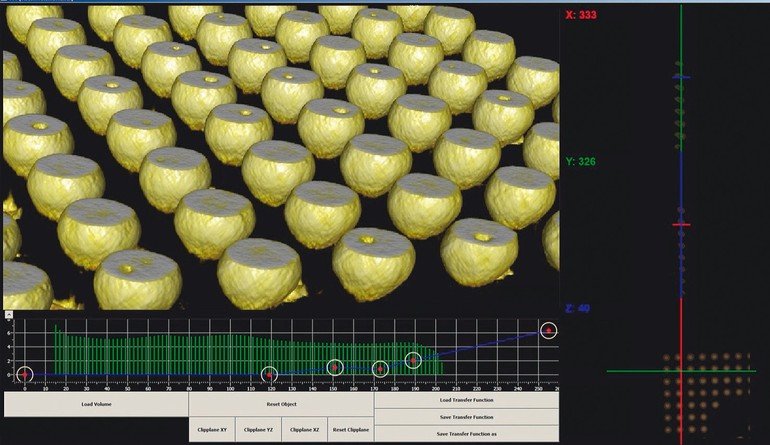
Today, partial or complete volumes of an object inspected with 3D AXI can be displayed on a screen relatively quickly and easily, and can be tilted, rotated and zoomed with a mouse or on a touch-screen. A special feature compared to a purely optical reconstruction: a slice-by-slice view into the interior of an object, such as an array of BGA balls, is possible. Setting up such a tool on the verification station yields additional options for explicit defect classification and for researching defect causes in the process.
The capability to calculate meaningful volume information from several two-dimensional penetrations of the inspection object and derive individual slices from this information is the most important advantage of the 3D technology in x-ray inspection of electronic assemblies. For example, if the voids on a QFN are to be inspected, but there is another component, say, a chip, on the other side of a printed circuit board assembled on both sides, then it is likely that not all of the air inclusions would be optimally visible in typical x-ray images, because the objects overlap in the image and conceal each other. The 3D reconstruction of the volumetric unit in the 3D x-ray inspection permits precisely the relevant slices to be separated, greatly facilitating this type of inspection without interfering overlapping. Because in principle, the entire volume of the scene can be irradiated so its structure can also be determined, the slices do not necessarily have to be made only horizontally. For example, a vertically separated slice may be able to deliver important information, such as that one BGA ball in the outer row is not attached, indicating a head in pillow (HIP) defect. On a printed circuit board assembled on both sides, now the components located on each side are seen. Each slice image, whether horizontal or vertical, can be directly forwarded to the analysis. Voids, for instance, can now be identified and classified easily and without error.
Balanced combined solution
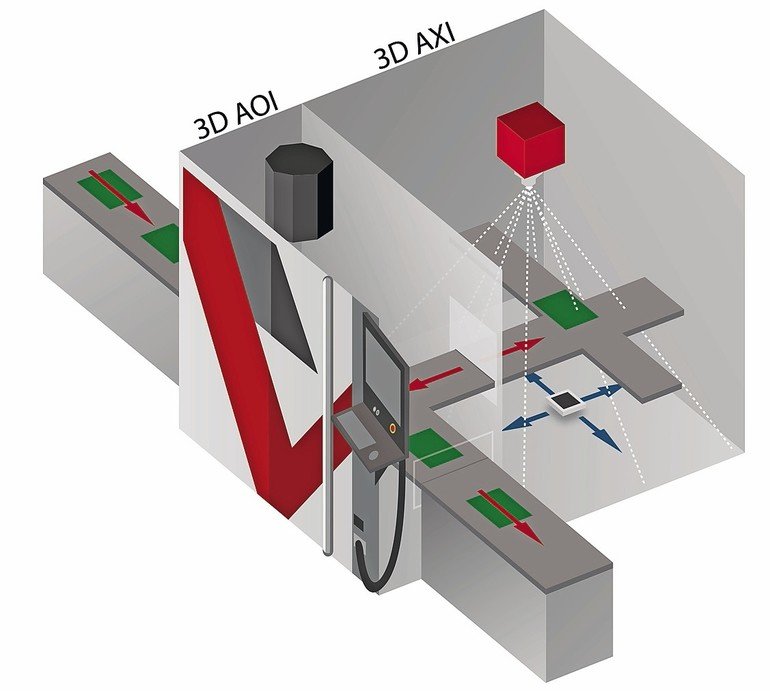
Additional advantages arise when AXI and AOI are integrated in a single system. With this combination, not only can the proportions of orthogonal, angled and 3D x-ray be optimally tuned to each other, but by the inclusion of optical inspection methods, their use can also be reduced to a minimum. This in turn further improves the cycle time of the entire inspection while – as an often overlooked effect – the radiation load on individual components is lowered. Some criteria, most apparently the example of OCR (optical character recognition) – recognizing plain text on the component – must be conducted purely optically; in other cases, features can be captured either optically or with x-ray. Logically, other effects can only be inspected with x-ray technology methods.
In a good combination system, printed circuit boards shuttle quickly and nearly simultaneously between the two inspection sections. Optical fiducial cameras can already start before the lead plate separating the two inspection sections has fully closed. With just a single system, complete, fast inspection coverage can be guaranteed. If there is a suspicion that undetected hidden defects still exist after the optical inspection, an additional x-ray inspection that runs in the same system can be automatically started just for these cases.
The operating convenience of such a combination system can extend to integrated automatic inspection program creation and the use of an inspection simulator with which the user can run through different inspection scenarios off-line, e.g., with greater weighting of the inspection quality, the costs or the speed.
Interplay with MXI
The x-ray results from the inspection system can be linked with other inspection results (3D SPI, 3D AOI) via a networked line, e.g., with Viscom Quality Uplink, and intelligently merged for evaluations. Incidentally, this does not only apply to an in-line x-ray. MXI systems also prove themselves as true team players here. „I can transfer the inspection results from the line to a manual system and, for example, conduct detailed inspection at the corresponding positions for ambiguous defects or random samples there,“ states Rolf Demitz, co-responsible for MXI development and other assignments as Division Head. Of course, post-classification software can also be used on such a system.
Despite the ever increasing speed of the AXI solutions, manual x-ray remains an essential component in electronics production. Both reclaimed electronic assemblies and newly developed prototypes can be optimally inspected with MXI. Normally, this is done without taking cycle time into account. The inspection takes place between the tube and the pivot-able detector (image converter), for as long as is necessary. The object arrives, e.g., on the rotating platform of a manipulator that the employee can maneuver upwards and downwards with a joystick. The most impressive characteristic of the results is the extremely high detail recognition, which also benefits 3D reconstructions from both rotary and planar CT. Naturally, certain automations can already be realized with a manual system: Position lists and classifications can be created for small series, so only the locations that are actually relevant are inspected. For program creation, the operator can draw on CAD data, just as for in-line x-ray, and start a series inspection with fully automatic evaluation. It is also conceivable that a magazine connected to the system, with the assistance of an appropriate handling concept, will permit the inspection to run entirely independently without other intervention for a given time (batch operation). In principle, even connection to the production line is possible.
Wide offering for x-ray application
The company offers complete versatility for x-ray inspection of electronic assemblies. The X8011-II PCB is extremely successful in the MXI area. For heavy components up to 15 kg and a sample size of up to 722 mm diameter, the otherwise similarly technically equipped system, X8068, is ideally suited. For in-line x-ray inspection, the X7056RS has been used around the world for many years. When purchasing, a majority of the users decide to integrate an appropriate optical inspection solution from the company. The new version of this system is the X7056-II – equipped with the innovative handling concept xFastFlow, which can change in- and outfeed printed circuit boards in less than 4 seconds, and is also designed as a combination option with 3D AXI and 3D AOI. The X7056 series offers the possibility to order the so-called „AOI-prepared“ version, so the customer can deploy an AXI system that can later be quickly and economically extended with the AOI option. The X7056-II is available with the software vVision, to offer the same ease of operation the company has already realized for its AOI, as well as, SPI and CCI systems; that is, also for solder paste and conformal coating inspection on electronic assemblies.
SMT Hybrid Packaging, Booth 4A-122
Zusammenfassung Résumé Резюме
3D-Inspektion und hohe Geschwindigkeit als wichtiges Merkmal für AOI-Systeme sind mittlerweile auch für die Röntgensysteme bedeutend geworden. So steigt durch zeitoptimierte Bildaufnahmetechnologien sowie effizienten Handhabungskonzepten die Inline-Röntgenleistung ständig. Vorteilhafte Automatisierungsmöglichkeiten bestehen auch dort, wo der Einsatz von MXI empfohlen wird.
Non seulement l‘inspection 3D et les caractéristiques à grande vitesse sont devenus important pour les systèmes AOI, cette importance est devenue aussi significative pour les systèmes à radiographie. Avec des technologies d‘acquisition d‘images optimisées dans le temps et des concepts de manipulation efficaces, les performances en ligne des rayons X sont en augmentation constante. Des possibilités d‘automatisation avantageuses existent également avec l‘utilisation de MXI.
3D-инспектирование и высокая скорость — важные характеристики системы оптического контроля качества печатных плат, которые в настоящее время становятся актуальны и для рентгенографических систем. Благодаря высокоскоростным технологиям регистрации изображения, а также эффективным концепциям применения производительность рентгенографических установок постоянно возрастает. Удачные решения по автоматизации существуют также там, где рекомендуется использование MXI.








{kind=link}