
Electronic assembly companies are lining up to be part of initiatives, such as Industry 4.0 and the Smart Factory. Many of these have been driven by the major pick-and-place manufacturers who are working to integrate their assembly lines with equipment and processes that can operate without an operator. These lines need to function in all types of production environments without even a micron of deviation. Fiducials relayed from one machine to another must be precise and accurate and centers aligned. Data collection must also contain the necessary parameters and be accurate and easily transferable, with each system operating in sync with the other systems in the line. This operation must be maintained for years, without having to stop for repair, to alter the process, or to tweak, realign, or recalibrate the equipment.
A lot more is now demanded from inspection equipment. There are more customized boards and variations in the printed circuit boards being produced. Boards might look the same, but can actually be different, so they need to be programmed differently. With shorter product life cycles, configurations change frequently. Inspection machines are being created that are easier to program, handle, are more accurate, and that adapt to more board types. All the parameters and variations that can be encountered have to be accommodated, even if they’re only needed for small production runs. The complexity of production has increased so greatly that the equipment and lines must not only be easy to control, but also controlled by one system. No longer can one person stand in front of each machine. One person needs to be able to control the entire line and do it remotely.
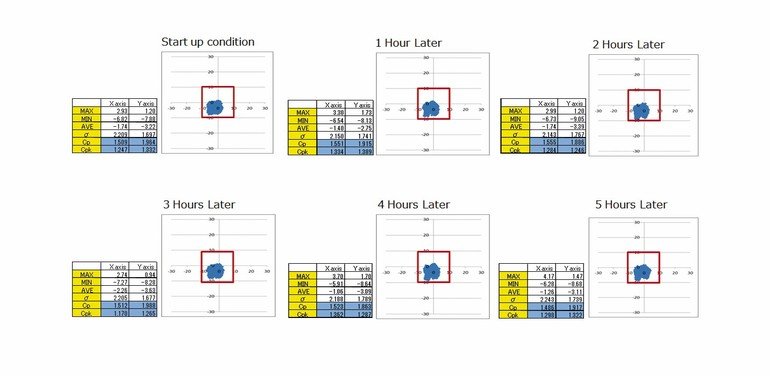
Accuracy starts with the hardware. The hardware platform and its basic stability, structure, materials, configuration, and construction will make a difference in how the accuracy holds up over time and how reliable the data collected will be. The assembly process involves high-speed continuous movement of parts, often operating 24/7, in many types of environmental conditions, under stresses, at high temperatures. How can you tell if the y axes are parallel and if the x and y axes are maintaining true right angles? Maintaining those parallels and angles are key components to delivering accurate data. If those are off, the fiducials will be off. Whatever hardware system is used, motors get worn out, operating conditions throw them slightly off, and the machine needs adjusting. Because the conveyor rails are always moving, the right angles seem parallel, but if stopped and examined, the differential will be detected. A skew correction is sometimes used to account for this, but that just is a change to the software, not the hardware. Ideally, an inspection machine should be able to deliver accurate data for at least 10 years. To solve this problem, Saki has a system that can determine the alignment of its SPI and AOI systems and that can alert the machine when the alignment starts to deviate.
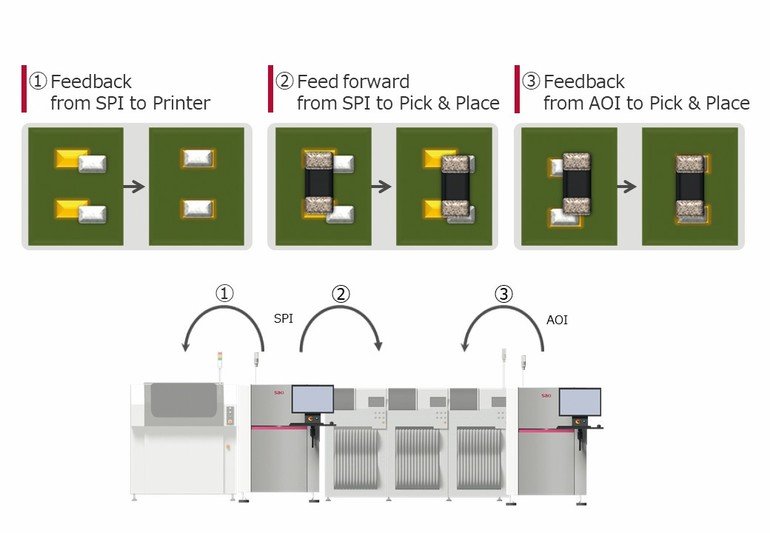
Inspection equipment plays a major role in the assembly manufacturing process, especially in the automotive and communications markets where reliability has become mandated. With smaller components and denser boards, the inspection process has become more difficult. As exacting and effective as pick-and-place equipment has been, AOI inspection machines are truly needed for the smaller chips. Generally, an electronic assembly line has a printer, SPI machine, pick-and-place machine, pre-reflow AOI machine, reflow, and post-reflow AOI system, where the SPI feeds back to the printer, the SPI feeds forward to the pick-and-place machine, and the AOI feeds back to the pick-and-place equipment.
Before true M2M communication, it was only necessary for inspection equipment to report good or no good. With M2M, that’s not sufficient. An actual measurement is required and there needs to be a record for traceability. When a problem arises, one has to go back to the machine itself to see if it was accurate, and then has to prove it. The condition of the machine must be known and verified. To say that the measurement is correct, the data converted back to the pick-and-place machine must be correct, and because the data has been adjusted, the adjusted data has to be confirmed as correct. This process needs to be automated and reside with the inspection equipment. The actual reliability of the data is the very basis of M2M communication. No one can realize the Smart Factory without that basic data.
Feeding back the same data from one machine to another doesn’t always create the same result. There are several stages in the M2M process.
Stage 1: Simple feedback of data from the SPI machine to the printer.
Stage 2: Feed forward from the SPI machine to the pick-and-place machine. This will alert the pick-and-place machine to skip the board and not place components on it because the printing is not accurate. When components are placed on the board and inspected after pre-reflow SPI inspection, if there is a slight shift in hardware or position from stage 1 to stage 2, the data will be incorrect.
One of the most important parts of AOI inspection is the feedback to the pick-and-place machine alerting it that something has shifted. The measurement and calculation of the fiducials from the coordinates of the x-y axis to the coordinates of the fiducials must remain the same throughout the assembly process. Currently, some companies have service engineers in the field to monitor and adjust equipment for this shift. However, this model can’t exist with M2M communication. Machines must be so self-sufficient that service engineers should be able to remotely monitor and adjust the hardware and process. Without this automated accurate measurement and feedback function, M2M won’t succeed.
Stage 3: Depends on equipment built on a sturdy platform, that won’t deviate too much, and where the system actually recalibrates or realigns the hardware.
The next step in a total M2M solution and for it to operate independently is software, particularly programming software. This equipment, moreover inspection systems, has been a bottleneck in M2M communication. Until now, the accuracy of the inspection process depended not just on the inspection system itself, but on the skill level, characteristics, abilities, standardization, and procedures followed by the programmer.
There are many component manufacturers and each one has its own specific footprint for its components. Batches from the same manufacturer can be different. Programming can take a lot of time and require a trained programmer. Some programming software is simplified by limiting options, but those lack the flexibility to accommodate variations in boards and components. Being able to measure and not just visually define a component is required.
Intent on making M2M communication a reality, the company introduced Saki Self-Programming software. In 5–10 minutes, the AOI and SPI systems program inspection data that includes the same standards, information, and criteria, such as naming, orientation, and parameters, as those set forth by the IPC, without the need for programmers. Their software eliminates the variables of the operator and procedures. Businesses primarily based on new product introduction, with customers requesting high-mix/low volume production with short delivery time, can generate inspection programs without first preparing a golden printed circuit board.
For true M2M communication to become a reality, and therefore Industry 4.0 and the Smart Factory, it will take more than just one system “talking” to another. It takes supplying accurate and reliable measurements and data. The data must be in a usable format, with as little operator intervention as possible, from one system to the other in the assembly line, the first and every time, for many years to come. It starts with rigid, sturdy, and reliable hardware and self-programming software that can validate each and every measurement and feed information to the system to keep it working. To this end, the company established the concept of Quality-Driven Production (QDP). It combines their 3D automated AOI and SPI inspection and measurement systems with their self-programming software and closed-loop process controls for validation. It incorporates collaboration with other equipment manufacturers, adaption of industry standards, and continued innovation. The result will be a production system that successfully achieves the high throughput, yield, quality, and reliability mandated by products today and into the future.
Zusammenfassung Résumé Zusammenfassung russisch
Langzeitstabilität und Genauigkeit der Systeme in der SMT- Fertigung sowie zuverlässige Daten, welche zwischen den einzelnen Anlagen ausgetauscht werden, sind die Schlüssel zur M2M Kommunikation. Das gilt ganz besonders für 3D AOI und 3D SPI, denn ohne die stabile Genauigkeit der Messwerte dieser Maschinen kann die Smart Factory nicht bestehen.
La stabilité à long terme et la précision des systèmes de production SMT ainsi que des données fiables échangées entre les systèmes individuels sont les clés de la communication M2M. Cela est particulièrement vrai pour 3D AOI et 3D SPI, car sans la précision stable des mesures de ces machines, la Smart Factory ne peut exister.
Долговременная стабильность и точность систем в производстве SMT, а также надежные данные, обмен которыми выполняется между отдельными установками — вот ключи к М2М-коммуникации. Это, в частности, относится к 3D AOI и 3D SPI, так как без стабильной точности результатов измерения этих машин существование интеллектуальной фабрики невозможно.








{kind=link}