


Clear resins are now frequently used to provide, not simply protection, but a surface finish for certain electronics products. So, where such a resin may once have been used primarily as a protective medium, today’s clear resins now also have to perform aesthetically and hence their final appearance on cure is of prime consideration.
Optimum resin results
In the first instance, resin choice will likely be dictated by the device design as this will determine how the resin is introduced into those parts requiring encapsulation. For example, if an enclosure or housing is used and the components to be potted are flush with its top, how thick a layer of resin must be applied above these components to provide adequate protection, and how will the resin be held in place until it has cured in position? Further problems concerning resin retention will be posed if the components are actually proud of the enclosure top.
One obvious solution to this is to consider recessing the components so that the resin’s surface remains flush with the top of the unit, enabling the cure to take place without risk of resin spill. If this is not possible, mounting a temporary mould over the enclosure will ensure that the desired surface profile is obtained every time.
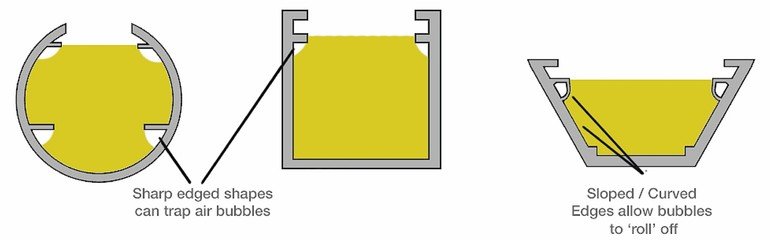
Another area of concern is the presence of protrusions or lips inside the housing or enclosure which might entrap air; sharp corners or angles are also potential air entrapment points. While avoiding these design ‘flaws’ in the first place will help mitigate the problem, choosing resins of lower viscosity, paying attention to how the resin components are mixed and maintaining the optimum temperature of both resin and encapsulation volume can all help prevent air bubble formation.
Cleanliness is vital to achieving a satisfactory result. Metal enclosures, for example, must be thoroughly cleaned before resin application to remove any dirt, grease or metal working fluids that might be present, as these will reduce the resin’s ability to adhere to the metal surface. Similar precautions need to be taken with plastic moulded housings to remove any residual mould release agents. And should a temporary mould be used, as mentioned previously, care should be taken concerning the use of release agents, as these may leave a thin film on the surface of the moulded resin, giving a cloudy or hazy appearance. A point worth mentioning here is that some clear resins may present with a hazy/cloudy appearance when first dispensed. However, this will disappear on curing to provide the desired optical clarity.
Two component mixture
There are three main classes of resins: epoxy, polyurethane and silicone, all of which are available in optically clear versions. Polyurethane and silicone resins are particularly recommended for LED lighting units as epoxies tend to yellow over time due to a combination of UV and heat degradation. While LEDs are very efficient light sources, they do also produce heat, which must be taken into account when choosing an appropriate resin for this type of application.
Clear resins are frequently supplied as two component (2K) systems in various packaging sizes comprising pre-weighed parts A and B. For the smaller pack sizes these can be mixed inside the pack and then dispensed. These types of packs help minimise air entrainment during mixing and are popular for prototyping and for low volume production runs. Larger kits are available for higher volume production runs and are designed for use in mixing and dispensing equipment.
The Part A and Part B mix ratio is crucial: for machine mixing, the volume mix ratio is required, while for manual mixing the weight mix ratio is used. Manual mixing is generally not recommended as it is difficult to avoid air entrainment during the mixing process. Both parts should be poured carefully from the original containers into the mixing machine reservoirs and then allowed to stand, allowing any air that was entrained during the pouring process to be released.
Once mixed, the resin must be carefully dispensed into the housing and around the components. Best practice is to dispense the resin slowly from one end or corner of the housing and then allow it to flow around the components; this will help displace any air from underneath and between the components. If component topography is tight, then it might be worth considering lowering the viscosity of the resin by increasing its temperature; however, this does have the downside of speeding up the curing process, reducing the resin’s gel time.
Even with the most careful dispensing and application procedures, air bubbles can still form, but some further precautions can be taken to ensure a bubble free cured resin. When using polyurethanes, for example, the surface of the component, PCB and the housing that is to contain the resin must be both dry and dust free. Ambient conditions during the pour are also important, with temperature and humidity ideally being at 18–25 °C and 40–70 %RH respectively.
Humidity is an important parameter, depending upon which type of resin is being mixed and dispensed. If epoxies are used, then the ambient humidity is generally not of concern; however, for silicones, maintaining a 50–70 %RH is desirable, particularly if the silicone is a moisture curing type. In the case of polyurethane and silicone resins, it will be necessary to protect both parts A and B from moisture, either by fitting desiccant traps to the product holding tanks or by flushing the tanks continuously with dry nitrogen.
If the components that need to be encapsulated have a very complicated geometry, lots of tight windings, or there is a significant depth ( 10 mm) or volume of material to be used in a single unit, then it might be worth considering using vacuum potting as a method to ensure that all of the air is removed, both from the resin and the component surroundings.
There are also several ‘housekeeping’ tasks to perform in order to minimise air entrainment. In particular, it is recommended that only a maximum of one typical day’s worth of resin and hardener consumption is placed into the dispensing machine reservoirs. Additionally, the pipe work from the reservoirs to the mixing head must be purged to ensure that there is no air left in the lines and that all of the connections are tight and leak-free.
The parts A and B mix ratio must be checked at least once a day. This is done by removing the static mixer (or mix head in the case of a dynamic mixer) and weighing the output of parts A and B separately to ensure that the correct amount of each component is being dispensed. When completed, the static mixer is replaced back into the machine and purged to ensure that the correct mix volume is being dispensed and that it is being mixed correctly.
LED lighting
The exponential growth in LED lighting has seen a corresponding leap in demand for optically clear, UV stable resins that offer a variety of cured properties. Selecting an encapsulation resin to protect LEDs depends upon a number of different factors: the viscosity of the mixed system, useable life and gel time, as well as the hardness, density, colour and operating temperature of the cured resin. When directly protecting the LED elements, the cured resin must be optically clear and retain this property to preserve the light output and colour temperature of the LED array.
The company has developed a number of encapsulation resins that cover a range of different property requirements and which have been optimised for the LED encapsulation market. Two component (2K), optically clear polyurethane and silicone resin systems offer the ease of handling and flow characteristics required to ensure that the liquid resin penetrates every part of the housing and around the LEDs, ultimately forming a cross-linked polymer on cure that is free of air bubbles and tough enough to protect against adverse environmental conditions.
These optically clear resins are ideal for LED potting and encapsulation due to their resistance to UV light and yellowing. Two-part silicone resin systems are more flexible than polyurethanes and offer low viscosity for ease of application; they are particularly suited to applications where thin films are required thanks to their moisture cure nature. Moreover, cured silicone resins tolerate high operating temperatures and can be easily removed for rework or repair.
It is always advisable to discuss with suppliers which type of optically clear resin is most appropriate for a particular application. The technical support teams of reputable suppliers have a wealth of experience to call upon and, should it become necessary, they have the expertise to modify chemical formulations, in order to meet particular application needs.
SMTconnect, Booth 4-339
Zusammenfassung
Die Verwendung von klaren Harzen für die Vergusstechnik in der Elektronikindustrie nimmt zu, da LED-Beleuchtungen und Wearable-Elektronikhersteller neben hochwertigen Oberflächen auch einen zuverlässigen Schutz ihrer Produkte anstreben. Solche Trends stellen neue Anforderungen an diese Materialien.
Résumé
L‘utilisation de résines transparentes pour la technologie d‘encapsulation dans l‘industrie électronique est en augmentation, car les fabricants d‘éclairage LED et d‘électroniques portables cherchent à fournir une protection fiable pour leurs produits ainsi que des surfaces de haute qualité. Ces tendances imposent des nouvelles exigences à ces matériaux.
Резюме
Все чаще в электронной индустрии для заливки компонентов используется прозрачная смола. Причиной является стремление производителей светодиодных светильников и носимой электроники обеспечить наряду с идеальной поверхностью также надежную защиту для своих продуктов. Следствием этих тенденций являются постоянно возрастающие требования к этим материалам.







{kind=link}