In digital X-ray inspection, a radiograph of an object penetrated by X-rays is directly displayed on a screen. In the process called ADR (Automatic Defect Recognition) using X-ray radiation, the interaction of an operator is not needed to evaluate the X-ray image for any existing defects such as porosities, inclusions and other identified defects. This task is carried out automatically by an image evaluation algorithm which must, however, be parameterized and also monitored regularly by a trained staff. The ADR is an automated test that is used for the inspection of high quantities of test items, and usually in three-shift operations or where the customer wants a high degree of repeatability in defect evaluation.
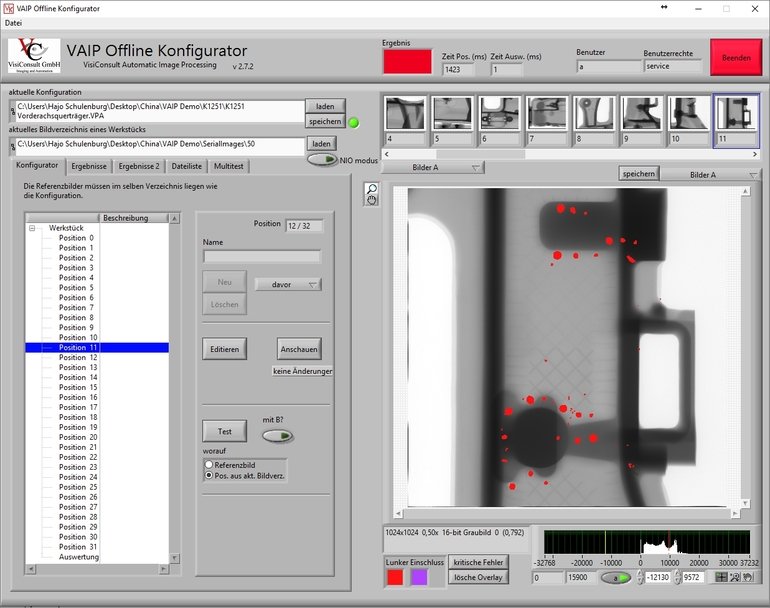
While configuring the ADR program, a fixture/holder must be constructed, that will allow the test items to be inspected without backlash and with a high degree of repeat accuracy. This requires the fixture/holder to consist of a light absorbing material for X-rays. In addition, there are test specifications of the end user, which must be considered. Furthermore, it may be necessary to comply with expected high cycle inspection times. During the configuration, test positions are then defined and parameters set using the reference images. This usually happens offline before any final inspection process is implemented.
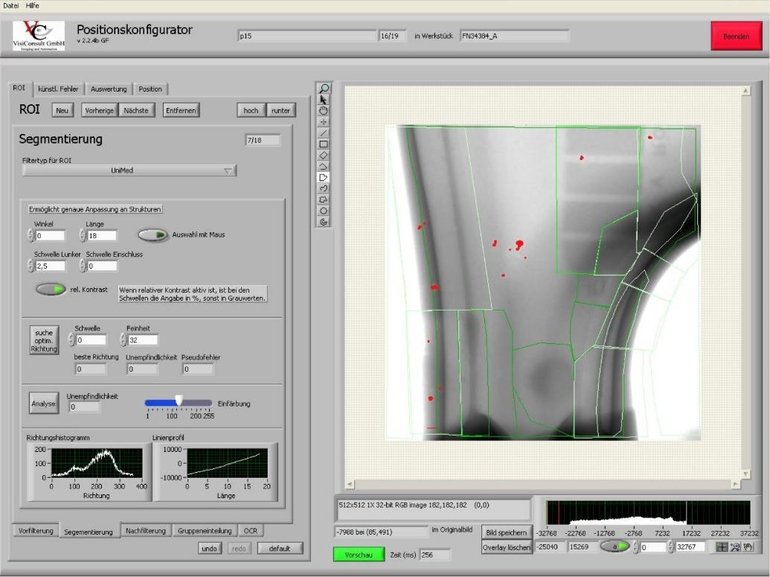
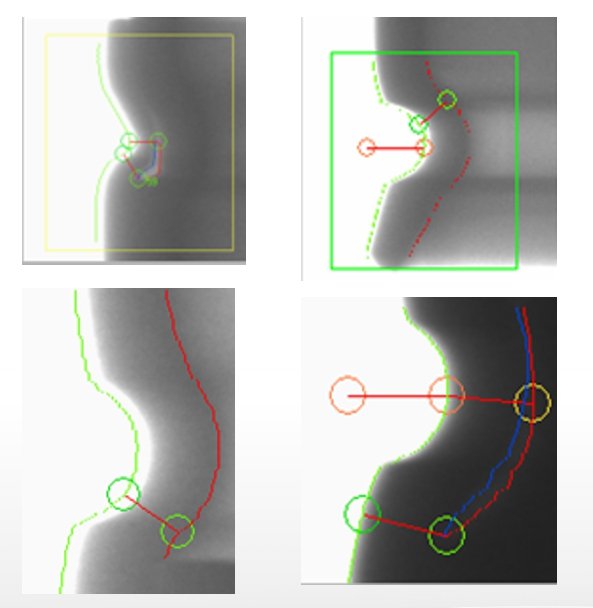
The detection of the defects is defined by regions of interest, on which different filter masks are applied. There are several filter types available. On areas displaying little variance of structures, an automatic filter can be used, which however, shows weaknesses in the detection of defects close to edges. Therefore, special edge filters must be applied. Additionally, the reference image can be involved during the defect detection. By means of image registration, i.e. the object image is superimposed on the reference image, whereas a compensatory transformation is calculated, both images are brought into the best possible match. In an ideal case, features detected in the actual image from both object and reference images, are segmented and represent defects.
This first parameter setting is then tested on further parts during production and is further optimized. Moreover, a part is prepared or a defective sample is selected, that will undergo the testing process. This so-called master part should be tested once before every shift to verify the system detectability of the well-known defects. This procedure should also be repeated whenever the parameterization has been modified, to ensure that the defect recognition is passed.
Besides the defect detection in castings, the ADR inspection can be applied on other items as well, looking for example at part geometry, density differences, missing units and pores/inclusions.
In order to track the test items, there are tools for serial number recognition via identification of a DMC, an RFID or even a text, raised in the X-ray image.
There are different possibilities for dealing with rejected parts. Either the part is automatically ejected or discarded/marked without any further inspection, or the X-ray images are „post-scored“, i.e. stored and visually evaluated by a trained operator. This visual evaluation does not have to occur during the production testing process, but later at an offline evaluation station where a determination can be made if the part is salvageable or not.








{kind=link}