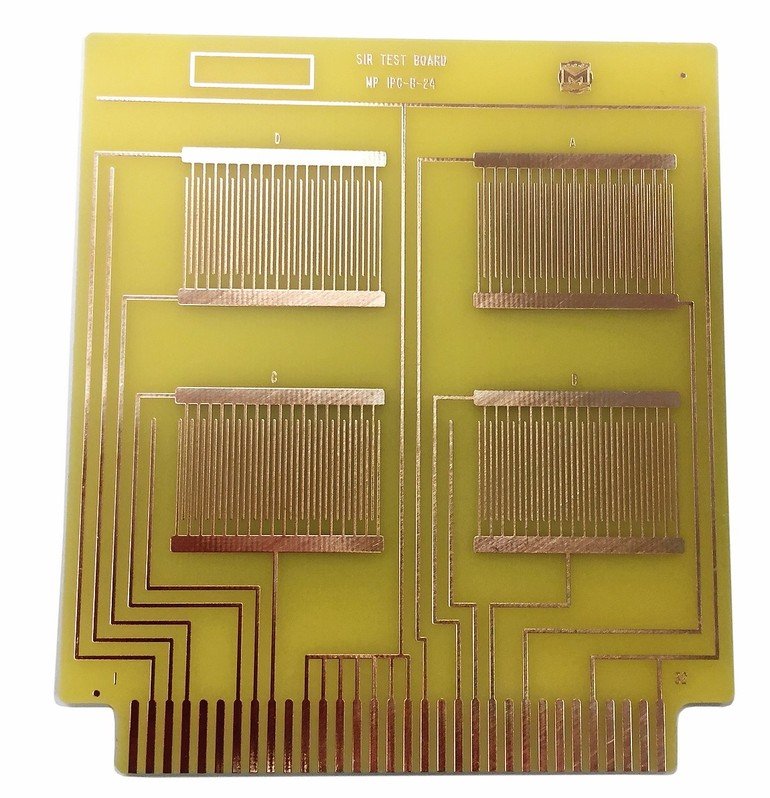

Electrochemical migration is defined by the IPC industry organization as “the growth of conductive metal filaments on a printed wiring board under the influence of a DC voltage bias. This may occur at an external surface, an internal interface or through the bulk material of a composite. Growth of the metal filament is by electro-deposition from a solution containing metal ions which are dissolved from the anode, transported by the electric field and redeposited at the cathode.” This chemical failure process is one that develops over time as the circuit reacts with materials in the assembly. When this mechanism occurs on the surface of the board, it leads to current leakage or dendritic growth between traces and is best tested using Surface Insulation Resistance (SIR).
The process for electrochemical migration on the surface, electronics assemblies relies on four factors to be present: copper, voltage, humidity, and ionic species. When humidity in the environment forms water droplets on a circuit board, the water is able to interact with any ionic species present on the surface to allow ions to move along the surface of the board. The ions interact with copper and are propelled to migrate between copper circuitry due to the voltage. Ideally, a test method would include all these factors.
This topic is often referred to as cleanliness testing, electrochemical migration resistance, ionic contamination, or surface reliability, driving towards a Process and Materials Interaction Investigation (PMI). Without consideration of the many design choices and their interaction toward reliability, truly understanding the surface reliability of assemblies will be difficult.
Flux classification
Fluxes are chosen based on their classification as specified in IPC J-004B. This relies on a battery of five tests that gauge the propensity of the flux to interact with the circuitry of the PCB. These five tests each contribute an L, M, and H designation and the highest designation from all the tests becomes the class. For instance, no-clean fluxes are required to be L, and this can only be achieved by a result of L on every one of the five tests.
The ECM and SIR test methods are designed to be the closest to the actual conditions leading to electrochemical migration during the lifetime of an assembly. Both use elevated temperatures and humidity to accelerate the test and have been rigorously developed to indicate a standard of reliability, although conditions and duration differ. The current test method for SIR excels at testing the propensity for electrochemical migration in a standardized way that is most closely related to the true failure mechanism. Due to the monitoring frequency, this test captures fluctuations in insulation resistance where a dendrite may partially form and then dissolve and do not rely on a catastrophic failure to give indication of a potential issue.
Copper mirror and copper corrosion test the contribution of the interaction between ions in the flux or flux residue, respectively, to potential for electrochemical migration. Lastly, the measured halide content indicates how much of the ionic content in the raw flux can be attributed to halogens. Note that this differs from the optional requirements for halogen-free or low-halogen fluxes. Additional values may also be provided such as flux viscosity, acid value, and solids content per additional methods in the J-standard-004.
When the flux classification is provided by the supplier, this gives the engineer an expectation for how the material performs under standard conditions, which include specified heating cycles and test boards. This differs from qualifying the use of the flux with a specific design and process. Some of the test methods used for flux classification can be modified to fit the role of design characterization, but these modifications can change the expected results and associated pass/fail limits.
Design characterization
IPC J-standard-001 is the document that prescribes practices and requirements of the manufacture of soldered electronics assemblies. Generally, the criterion refers to the J-standard-004 classification for which fluxes are appropriate in which assemblies. It also indicates that in the case of multiple coatings or fluxes, compatibility should be verified. The method for process validation is critical to verify the reliability of a new design, but this testing is extensive and will not be practical for process control. In fact, some of the examination in the process validation stage will be helpful when developing a process control plan.
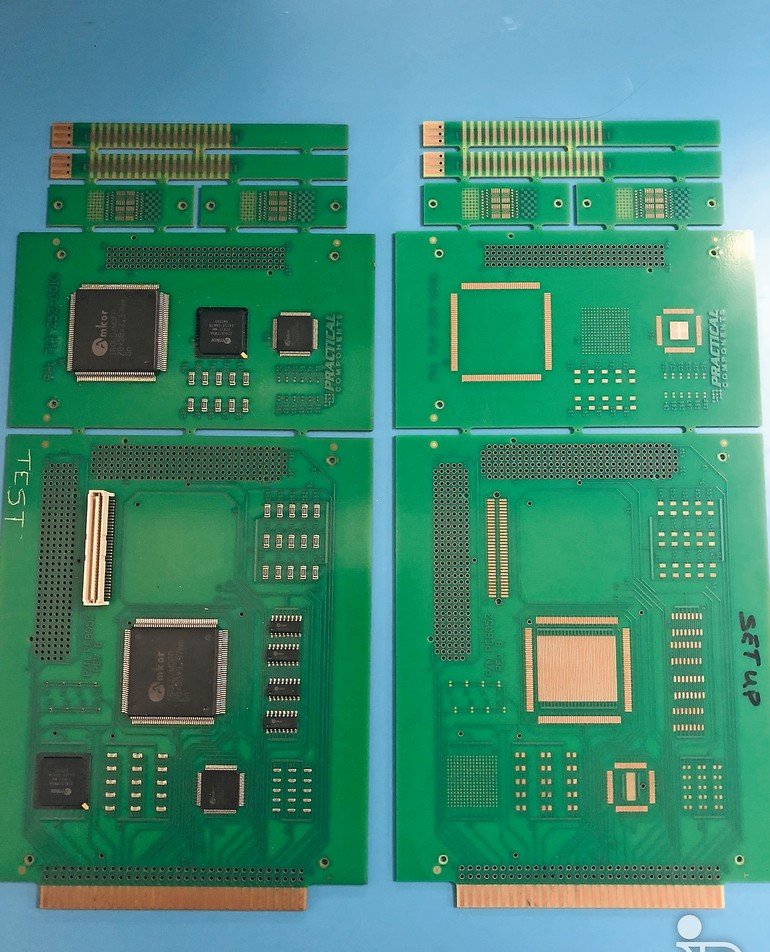
Ideally, the electrochemical reliability should be tested with boards and components that are representative of the new assembly. The heating cycle, measured by reflow profile, is also a critical factor in the function of flux residues. Cleaning processes should also be verified with a method such as SIR on the IPC-B-52 board. This test board allows for use of the same board materials as the actual design and includes tests on common components. So, testing this way takes one more step closer than the flux classification method, toward mimicking the actual design.
Once the optimized assembly has been achieved, this type of in-depth testing should be done to qualify the assembly design and process. IPC-9202 and 9203 are proposed in the J-standard-001 as examples. The profile experienced in the area of the assembly with the greatest thermal mass, thus the lowest and shortest peak, should be replicated for any test coupons used in testing to ensure consistency in the results and reliability expectations.
Process control test methods
The J-standard-001 document defines requirements for soldered electrical and electronic assemblies. Section 8 addresses cleaning process requirements and addresses the testing associated with electrochemical reliability. This section has changed over recent revisions and now requires collection of objective evidence to support choices made regarding process control options. It also includes the option for methods as agreed by user and supplier.
Resistivity of Solvent Extract (ROSE)
TM-650 Method 2.3.25 provides three methods for process control regarding, namely the detection and measurement of ionizable surface contaminants by resistivity of solvent extract, commonly referred to as ROSE testing. This test method has been an industry standard for decades and has been under scrutiny because the pass/fail criteria in the J-001 up to rev G do not reflect the reliability standards and materials of today. Further than that, its results have been shown to conflict with results from SIR. Aside from that ongoing industry shift, the test method can simply be impractical for precise process control.
From another angle, process control starts at the beginning of the assembly process and incoming cleanliness of boards and components can be just as important as the final cleanliness of the assembly. This also could be achieved more effectively by a test method able to extract from surfaces on a smaller scale.
Localized extraction with IC
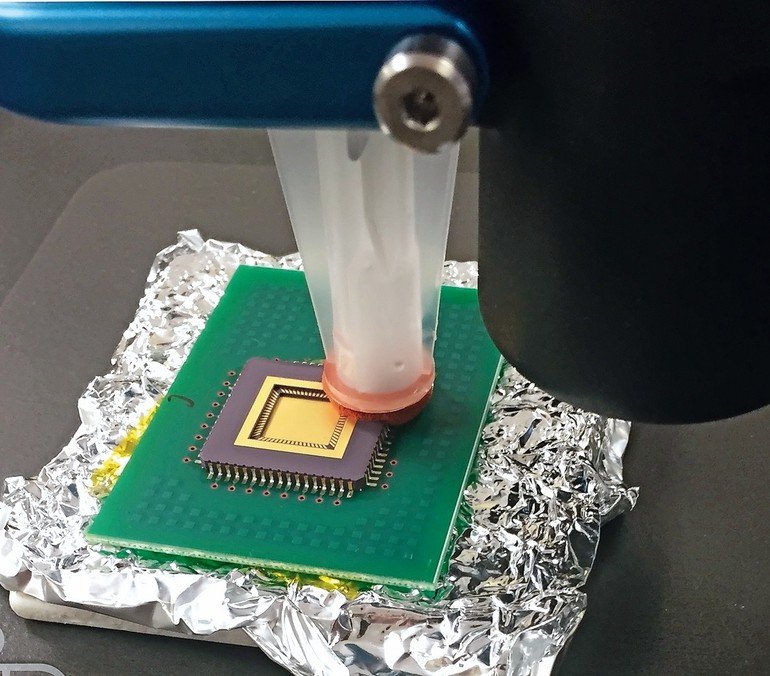
An emerging method that has gained popularity over the last decade is localized extraction followed by IC (Ion Chromatography) for critical cleanliness control, commonly referred to as the C3 test. This method uses a small nozzle to test a small section of the board by extracting a solution of water and ionic species into a test cell for testing. Current is passed through the extract and the time to reach a level of continuity is measured. Failing results may be investigated to diagnose which ionic species are present and lead to the root cause.
This type of testing is useful for spot checking potential problem areas on a board, such as low standoff components, high thermal mass areas, sections with selective soldering, and assemblies that are cleaned. Most importantly, a localized extraction method can easily be incorporated into a quality assurance protocol to verify consistency in test results over time and over many assemblies.
Localized extraction will dissolve any ionic species left on the board. Common sources for ionic material on circuit boards are varied, including board fabrication and plating residues, substances from human interaction, flux residues, solder mask, etc. This encompasses intentionally-added chemicals as well as unintentional contamination. Considering this, whenever unacceptable results are encountered, it is an invitation to investigate what changed in the process and the bill of materials (BOM). During process development, a “normal” range of results should be defined, but when results fall outside of the expected range, there can be many potential reasons.
Conclusions
Surface reliability assessment can be complicated, but careful investigation and understanding of the mechanisms and methods lead to success. SIR will continue to be the most desirable method because it directly tests for the interaction of the process and materials, in the same way the failure mechanism propagates on an assembly. Other tests may be more practical for process control, but it is necessary to always correlate these results to SIR testing, preferably on a B-52-style test coupon. This assures a true Process and Materials Interaction Investigation (PMI), considering not just flux reliability, but the reliability of a complete assembly.
Zusammenfassung Résumé Zusammenfassung russisch
Die Beurteilung der Oberflächenzuverlässigkeit elektronischer Schaltungen kann kompliziert sein. SIR gilt als bewährte Prüfmethode speziell bei dendritischem Wachstum auf der Oberfläche. Aufgrund zunehmend komplexerer Schaltungen steigen die Anforderungen, daher erfasst man die elektrochemische Zuverlässigkeit auch mit anderen Methoden. Ziel sollte immer eine echte Prozess- und Materialinteraktionsuntersuchung sein, die nicht nur die Zuverlässigkeit des Flussmittels, sondern insgesamt die Zuverlässigkeit einer Schaltung berücksichtigt.
L‘évaluation de la fiabilité de surface des circuits électroniques peut être compliquée. SIR est une méthode d‘essai éprouvée, en particulier pour la croissance dendritique de surface. Par suite de la complexité croissante des circuits, les exigences augmentent et, par conséquent, la fiabilité électrochimique doit être capturée avec d‘autres méthodes. L’objectif doit toujours être une véritable enquête sur les processus et les interactions des matériaux, en tenant compte non seulement de la fiabilité du flux, mais également de la fiabilité globale d’un circuit.
Оценка надежности поверхности электронных коммутационных элементов может быть сложной. SIR как проверенный метод контроля особенно хорошо подходит для роста дендритов на поверхности. Вследствие увеличения сложности коммутационных элементов требования возрастают, из-за чего электрохимическая стойкость также регистрируется с помощью других методов. Целью всегда является настоящее исследование взаимодействия процессов и материалов, которое учитывает не только надежность флюсующего материала, но и в целом надежность коммутационного элемента.








{kind=link}